Części amortyzatorów
Produkujemy precyzyjne komponenty obrabiane CNC dla amortyzatorów i układów zawieszenia według rysunków i specyfikacji klienta – od pojedynczych prototypów po produkcję seryjną.
Jako przykład jednego z naszych ostatnich projektów chcielibyśmy przedstawić nasz proces pracy nad projektem i produkcją prototypów dla nowego produktu.
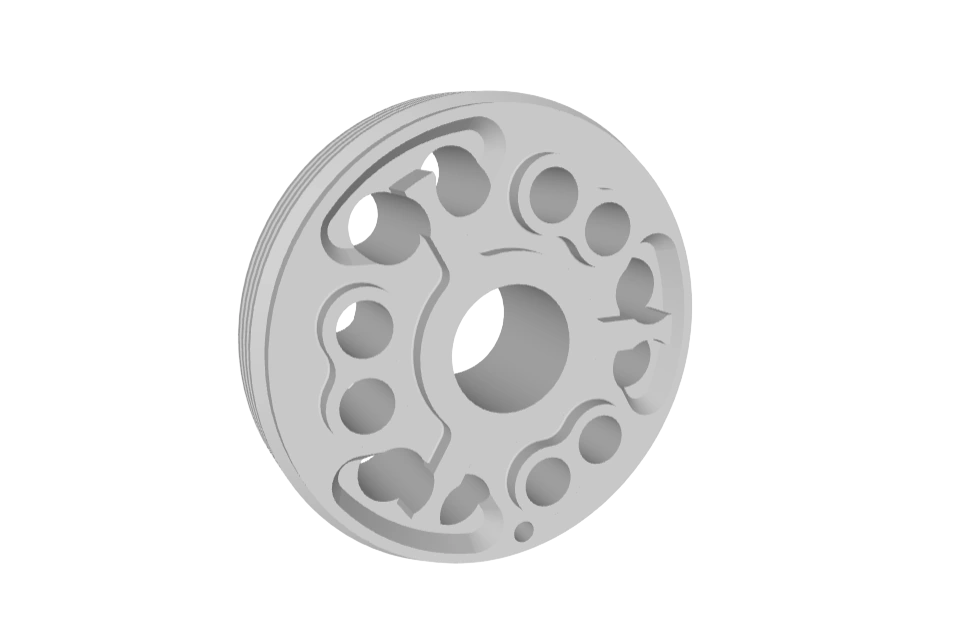
Jeden z naszych długoletnich klientów zlecił nam zaprojektowanie i wykonanie prototypu tłoka amortyzatora do zawieszenia samochodu rajdowego. Kluczowym wymaganiem było osiągnięcie docelowych parametrów eksploatacyjnych przy zachowaniu określonych ograniczeń wagowych. Nasz zespół inżynieryjny podjął niezbędne obliczenia równolegle z pracami nad modelowaniem 3D i rysunkami technicznymi potrzebnymi do produkcji prototypu.
Ponieważ amortyzator pracuje w wymagających warunkach, przy wysokich obciążeniach przez cały okres eksploatacji, dobór materiału był krytyczny. Masa była również kluczowym ograniczeniem projektowym, co dodatkowo zawężało dostępne opcje.
Na podstawie tych wymagań wybraliśmy wytrzymały i odporny na zużycie stop aluminium – gatunek 6061-T6 – z potwierdzonym doświadczeniem w wymagających zastosowaniach. Po przyjęciu surowca w zakładzie produkcyjnym skonfigurowaliśmy urządzenia i rozpoczęliśmy toczenie CNC wstępnych półfabrykatów. Ze względu na złożoną geometrię części zoptymalizowaliśmy program obróbki w trakcie procesu, aby skrócić czas cyklu bez uszczerbku dla jakości.
Podczas produkcji każdy wymiar był starannie kontrolowany na każdym etapie, a wyniki zapisywane z myślą o analizie przy przygotowaniu do produkcji masowej. Nie napotkaliśmy żadnych nieprzewidzianych trudności w procesie obróbki.


Po obróbce mechanicznej skontrolowaliśmy części pod kątem zgodności wymiarowej z rysunkami produkcyjnymi, sprawdzając również ostre krawędzie i zadziory. Wyniki były w pełni zgodne z wymaganiami technicznymi.
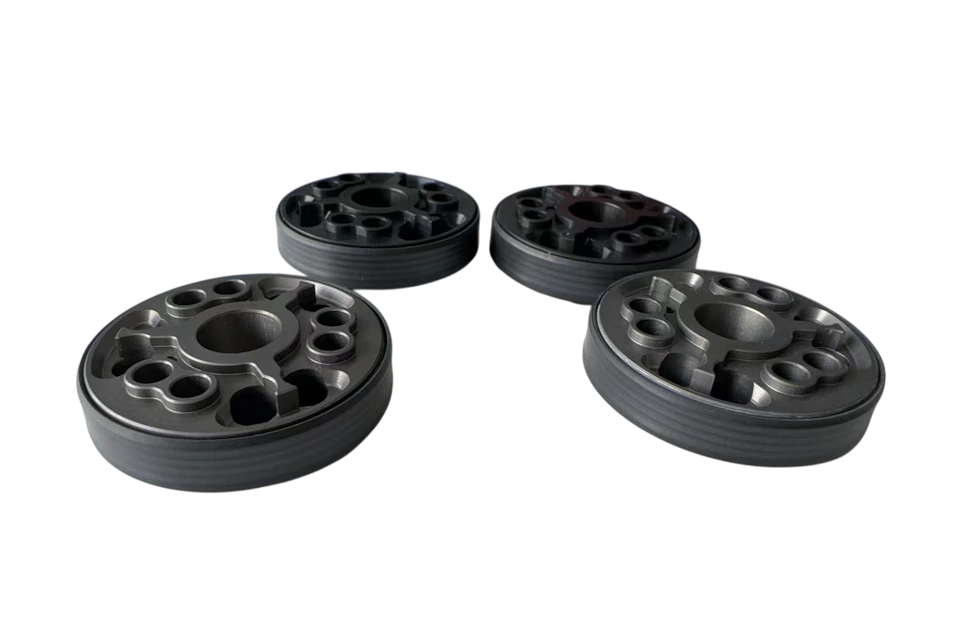
Następnie części zostały przekazane naszym partnerom do anodowania. Ponieważ były to prototypy, po konsultacji z klientem zdecydowaliśmy się wyprodukować części z dwiema różnymi opcjami anodowania – warstwą 15 i 40 mikronów. Na zdjęciu widać przykłady obu wykończeń.
Po kontroli powłoki anodowej i potwierdzeniu spełnienia wymagań jakościowych przystąpiliśmy do montażu folii PTFE na zewnętrznej stronie tłoka. Wybrano folię o szerokości 1,5 mm, termokurczliwą i montowaną na każdym tłoku. Zostało to uwzględnione na etapie projektowania przy obliczaniu wymiarów tłoka.
Po końcowej kontroli wszystkich parametrów – wymiarów części, powierzchni, powłoki i pozycji folii PTFE – wyniki wprowadzono do końcowego raportu kontrolnego. Części zostały zapakowane i wysłane do klienta do wewnętrznej inspekcji, która potwierdziła pełną zgodność z wymaganiami.
Masz podobny projekt?
Jesteśmy zawsze gotowi wesprzeć rozwój, prototypowanie i produkcję masową części o dowolnej złożoności. Wyślij nam rysunki – odpowiadamy w ciągu jednego dnia roboczego.