Części do siłowników hydraulicznych
Wytwarzamy precyzyjnie obrabiane dławnice i tłoki do siłowników hydraulicznych, wykonane ściśle według specyfikacji klienta. To studium przypadku przedstawia nasz proces - od doboru materiału i konfiguracji tokarki aż po końcową kontrolę i dostawę.

Ze względu na wymagający charakter zastosowań hydraulicznych - wysokie ciśnienia, ciągłe obciążenia cykliczne i kontakt z cieczą hydrauliczną - dobór materiału ma kluczowe znaczenie. Do tego projektu wybraliśmy wysokogatunkową stal i specjalistyczne stopy, cechujące się wysoką wytrzymałością, trwałością oraz odpornością na zużycie i korozję.
Materiały zostały pozyskane od certyfikowanych dostawców z pełną identyfikowalnością, co zapewnia spójność w całej partii produkcyjnej i stanowi wiarygodną podstawę do kontroli wymiarowej podczas obróbki.
Materiał jest mocowany w tokarce, a nasi tokarze kalibrują prędkość obrotową, posuw i głębokość skrawania pod kątem właściwości materiału i wymagań rysunku. Toczenie zgrubne przybliża średnicę zewnętrzną do wymiaru końcowego, usuwając nierówności powierzchni i ustanawiając właściwy naddatek dla wszystkich kolejnych operacji.
Od pierwszego przejścia rejestrujemy wyniki wymiarowe na każdym etapie. Pomiary pośrednie pozwalają wcześnie wykryć odchylenia i skorygować proces przed przejściem do ściślejszych tolerancji wymaganych przy toczeniu wykańczającym.
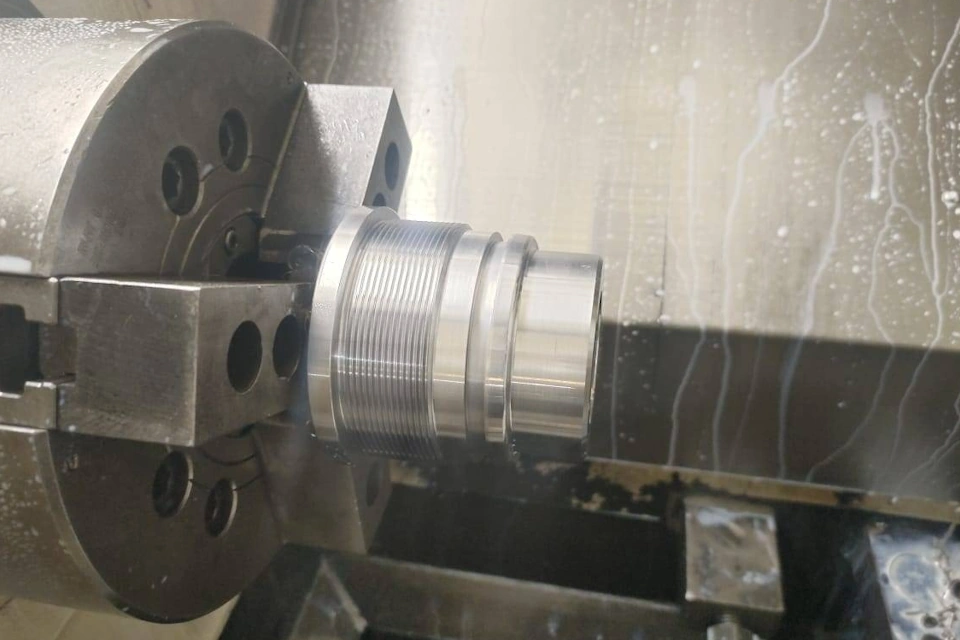

Toczenie precyzyjne zapewnia dokładne średnice zewnętrzne i tolerancje zgodne z rysunkiem. Tam gdzie jest to wymagane, rowki uszczelnień, kanały O-ringów i elementy gwintowane są wykonywane specjalistycznym oprzyrządowaniem - każdy sprawdzany pod kątem poprawnego dopasowania i funkcji za pomocą dedykowanych sprawdzianów.
Otwór wewnętrzny jest obrabiany do wymaganej średnicy wewnętrznej narzędziami wytaczarskimi, z zachowaniem ścisłych tolerancji przez cały proces. Średnica otworu jest krytyczna dla prawidłowego funkcjonowania siłownika hydraulicznego: otwór poza tolerancją spowoduje przedwczesne zużycie uszczelnień lub przeciek płynu pod ciśnieniem.
Po zasadniczej obróbce każda część jest polerowana i gratowana w celu uzyskania wymaganej chropowatości powierzchni. Ostre krawędzie są usuwane, a wszystkie powierzchnie sprawdzane pod kątem nierówności przed dopuszczeniem elementu do kontroli końcowej.
Przez cały proces wymiary są weryfikowane suwmiarkami, mikrometrami i dedykowanymi sprawdzianami. Przed wysyłką każda część przechodzi końcową kontrolę potwierdzającą zgodność ze wszystkimi wymaganiami rysunku. Zatwierdzone części są czyszczone, pakowane i wysyłane - gotowe do bezpośredniego montażu w układzie hydraulicznym klienta.

Masz podobny projekt?
Jesteśmy zawsze gotowi do współpracy przy projektowaniu, prototypowaniu i produkcji seryjnej elementów hydraulicznych o dowolnym stopniu złożoności. Wyślij nam rysunki - odpowiadamy w ciągu jednego dnia roboczego.