Pièces d'amortisseur
Nous fabriquons des composants pour amortisseurs et systèmes de suspension usinés avec précision par CNC, selon les plans et spécifications du client – du prototype unitaire à la production en série.
À titre d'exemple de l'un de nos projets en cours, nous souhaitons présenter notre processus de développement et de fabrication de prototypes pour un nouveau produit.
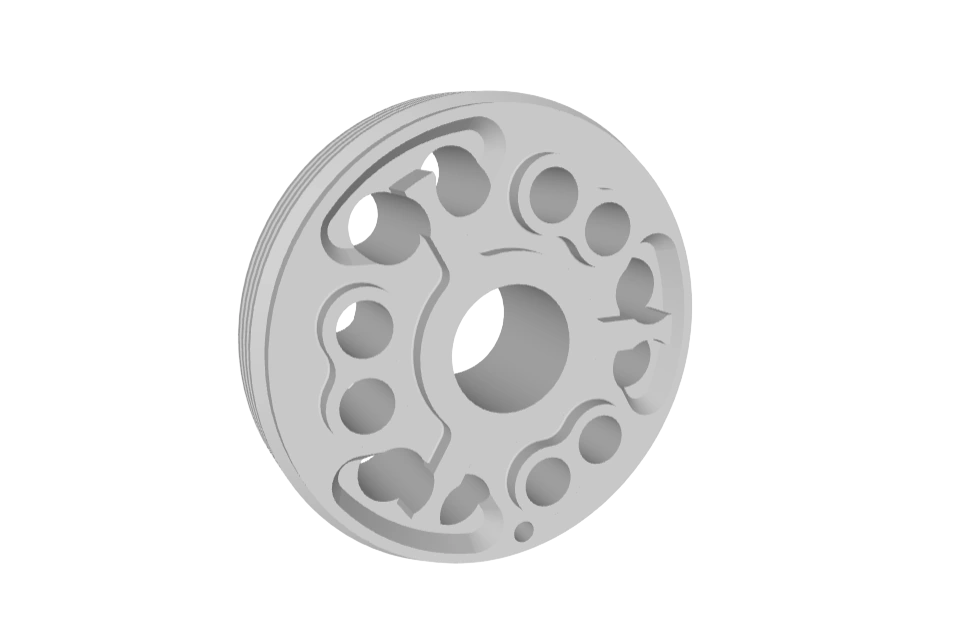
L'un de nos clients de longue date nous a confié le développement et le prototypage d'un piston d'amortisseur pour une suspension de voiture de rallye. L'une des exigences clés était d'atteindre les performances cibles dans les limites de poids définies. Notre équipe d'ingénieurs a commencé par les calculs nécessaires ainsi que la modélisation 3D et le travail de dessin pour la fabrication du prototype.
L'amortisseur devant fonctionner dans des conditions exigeantes avec des charges élevées tout au long de sa durée de vie, le choix du matériau était déterminant. Le poids représentait également une contrainte de conception essentielle qui réduisait encore les options disponibles.
Sur la base de ces exigences, nous avons sélectionné un alliage d'aluminium robuste et résistant à l'usure – nuance 6061-T6 – aux performances éprouvées dans les applications exigeantes. À réception de la matière première dans notre atelier, nous avons préparé les équipements et commencé le tournage CNC des ébauches. En raison de la géométrie complexe de la pièce, nous avons optimisé le programme d'usinage en cours de procédé pour réduire le temps de cycle sans compromettre la qualité.
Tout au long de la production, chaque cote a été soigneusement contrôlée à chaque étape, et les résultats enregistrés pour analyse lors de la préparation à la production en série. Nous n'avons rencontré aucune difficulté imprévue dans le processus d'usinage.


Après l'usinage, nous avons contrôlé la conformité dimensionnelle des pièces avec les plans de fabrication et vérifié l'absence d'arêtes vives et de bavures. Les résultats étaient entièrement conformes aux exigences techniques.
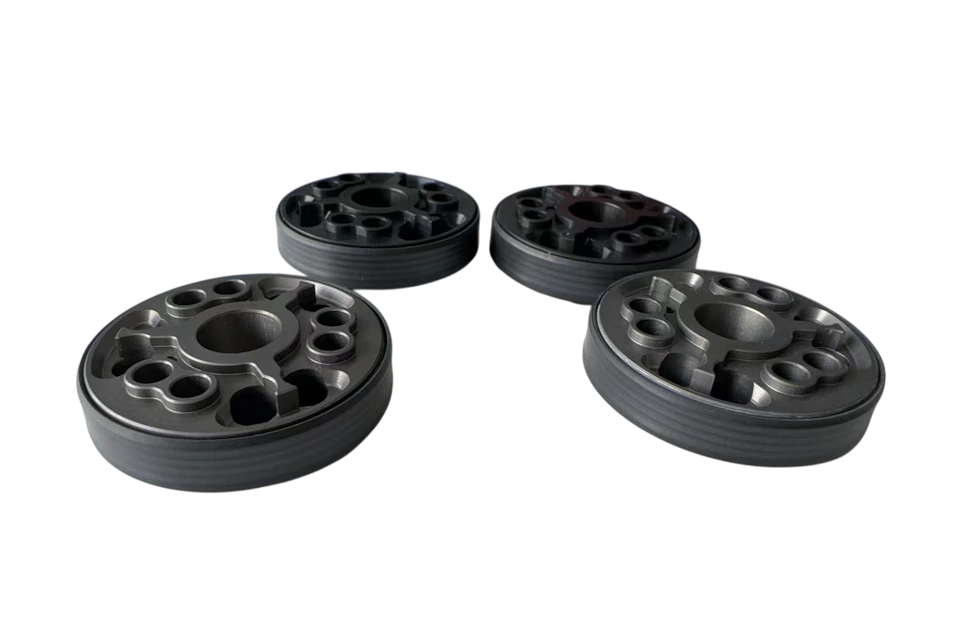
Les pièces ont ensuite été envoyées chez nos partenaires pour l'anodisation. S'agissant de prototypes, nous avons décidé, en accord avec le client, de produire des pièces avec deux options d'anodisation différentes – 15 et 40 micromètres d'épaisseur de couche. La photo montre des exemples des deux surfaces.
Après contrôle du revêtement anodisé et confirmation de la conformité aux exigences qualité, nous avons posé le film PTFE sur la face extérieure du piston. Un film de 1,5 mm de large a été choisi, thermo-rétracté et installé sur chaque piston. Cela avait été pris en compte lors de la phase de conception pour le calcul des cotes du piston.
Après un contrôle final de tous les paramètres – cotes des pièces, état de surface, revêtement et position du film PTFE – les résultats ont été consignés dans le rapport de contrôle final. Les pièces ont été emballées et envoyées au client pour son contrôle interne, qui a confirmé la conformité totale aux exigences.
Vous avez un projet similaire ?
Nous accompagnons à tout moment le développement, le prototypage et la production en série de pièces de toute complexité. Envoyez-nous vos plans – nous répondons en un jour ouvré.