Stoßdämpferteile
Wir fertigen präzise CNC-bearbeitete Komponenten für Stoßdämpfer und Fahrwerksysteme nach Kundenzeichnungen und Spezifikationen – vom Einzelprototyp bis zur Serienproduktion.
Als Beispiel für eines unserer aktuellen Projekte möchten wir unseren Prozess bei der Entwicklung und Fertigung von Prototypen für ein neues Produkt vorstellen.
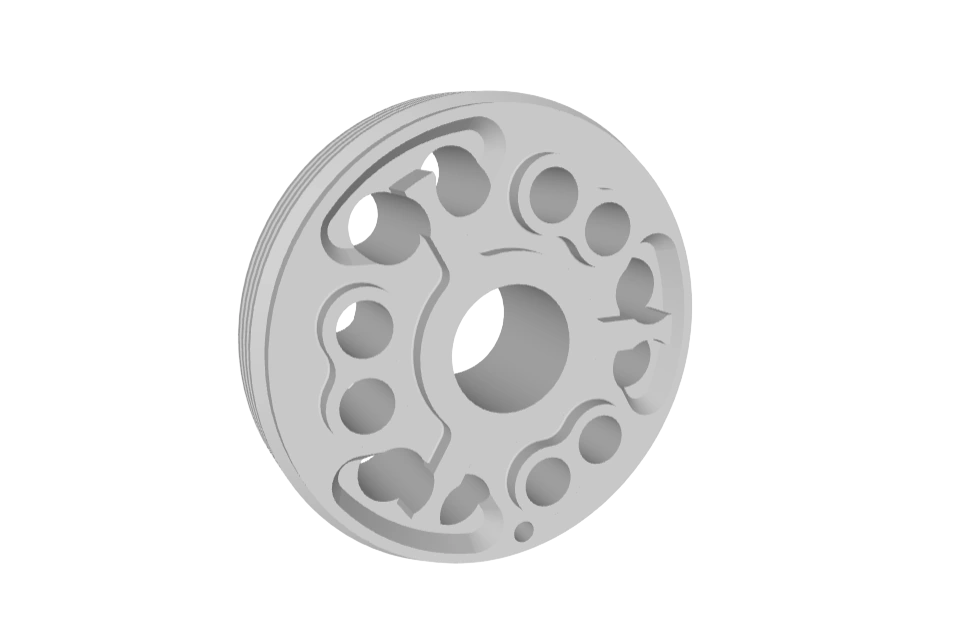
Einer unserer langjährigen Kunden beauftragte uns mit der Entwicklung und Prototypenfertigung eines Stoßdämpferkolbens für ein Rallye-Fahrwerk. Eine zentrale Anforderung war das Erreichen der Zielleistungseigenschaften innerhalb der definierten Gewichtsgrenzen. Unser Ingenieursteam begann mit den erforderlichen Berechnungen sowie der 3D-Modellierung und Zeichnungsarbeit für die Prototypenfertigung.
Da der Stoßdämpfer unter anspruchsvollen Bedingungen mit hohen Belastungen über seine gesamte Lebensdauer arbeitet, war die Werkstoffauswahl entscheidend. Gewicht war ebenfalls eine wesentliche Konstruktionsbeschränkung, die die Optionen weiter einschränkte.
Basierend auf diesen Anforderungen wählten wir eine feste und verschleißfeste Aluminiumlegierung – Güte 6061-T6 – mit bewährter Leistung in anspruchsvollen Anwendungen. Nach Eingang des Rohmaterials in unserer Fertigung richteten wir die Ausrüstung ein und begannen mit dem CNC-Drehen der Rohteile. Aufgrund der komplexen Geometrie des Teils optimierten wir das Bearbeitungsprogramm während des Prozesses, um die Zykluszeit ohne Qualitätseinbußen zu reduzieren.
Während der Produktion wurde jedes Maß sorgfältig in jedem Schritt kontrolliert und die Ergebnisse für die Analyse bei der Vorbereitung auf die Serienproduktion erfasst. Wir stießen auf keine unvorhergesehenen Schwierigkeiten im Bearbeitungsprozess.


Nach der Bearbeitung prüften wir die Teile auf Maßübereinstimmung mit den Fertigungszeichnungen und kontrollierten auch auf scharfe Kanten und Grate. Die Ergebnisse entsprachen vollständig den technischen Anforderungen.
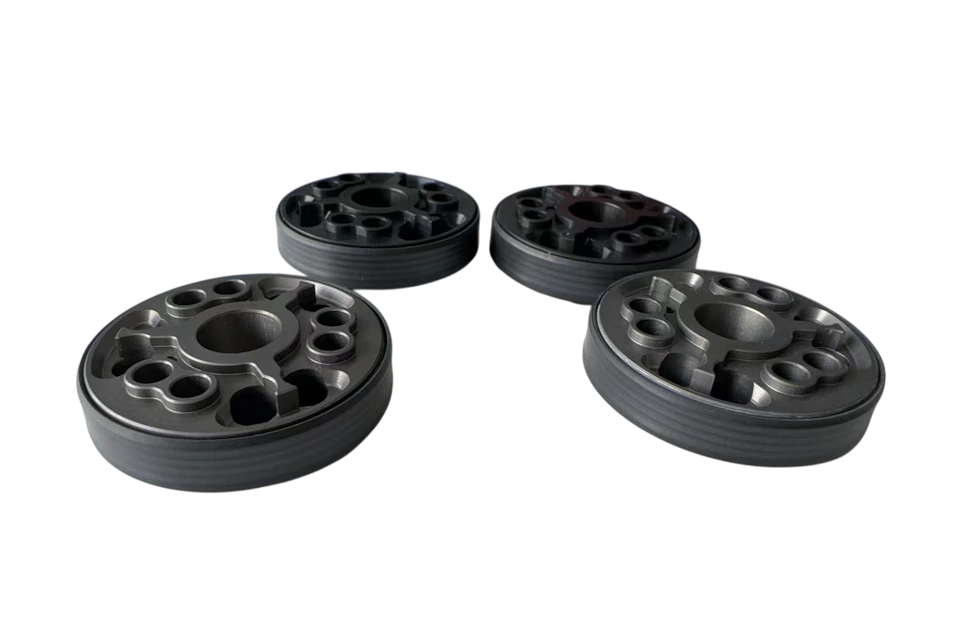
Die Teile wurden dann zur Eloxierung an unsere Partner geschickt. Da es sich um Prototypen handelte, entschieden wir nach Absprache mit dem Kunden, Teile mit zwei verschiedenen Eloxierungsoptionen herzustellen – 15 und 40 Mikrometer Schichtdicke. Das Foto zeigt Beispiele beider Oberflächen.
Nach der Kontrolle der Eloxierbeschichtung und Bestätigung der Qualitätsanforderungen installierten wir die PTFE-Folie auf der Außenseite des Kolbens. Eine 1,5 mm breite Folie wurde gewählt, wärmegeschrumpft und auf jedem Kolben installiert. Dies wurde in der Konstruktionsphase bei der Berechnung der Kolbenmaße berücksichtigt.
Nach einer Endkontrolle aller Parameter – Teilemaße, Oberfläche, Beschichtung und PTFE-Folienposition – wurden die Ergebnisse in den Endkontrollbericht eingetragen. Die Teile wurden verpackt und an den Kunden zur internen Kontrolle geschickt, die die vollständige Übereinstimmung mit den Anforderungen bestätigte.
Haben Sie ein ähnliches Projekt?
Wir helfen jederzeit bei der Entwicklung, Prototypenfertigung und Serienproduktion von Teilen jeder Komplexität. Senden Sie uns Ihre Zeichnungen – wir antworten innerhalb eines Werktages.