Hydraulikzylinderteile
Wir fertigen präzisionsbearbeitete Stopfbuchsen und Kolben für Hydraulikzylinder nach exakten Kundenspezifikationen. Diese Fallstudie beschreibt unseren Prozess – von der Werkstoffauswahl und Drehmaschineneinrichtung bis zur Endkontrolle und Lieferung.

Angesichts der anspruchsvollen Bedingungen in Hydraulikanwendungen – hohe Drücke, kontinuierliche zyklische Belastung und Kontakt mit Hydraulikflüssigkeit – ist die Werkstoffauswahl entscheidend. Für dieses Projekt wählten wir hochwertigen Stahl und Speziallegierungen, die für ihre Festigkeit, Haltbarkeit sowie Verschleiß- und Korrosionsbeständigkeit bekannt sind.
Die Werkstoffe wurden von qualifizierten Lieferanten mit vollständiger Rückverfolgbarkeit bezogen, um eine gleichbleibende Qualität über die gesamte Produktionsserie zu gewährleisten und eine zuverlässige Grundlage für die Maßkontrolle während der Bearbeitung zu bieten.
Das Rohmaterial wird in die Drehmaschine eingespannt, und unsere Zerspaner kalibrieren Drehzahl, Vorschub und Schnitttiefe auf die Werkstoffeigenschaften und Zeichnungsanforderungen. Das Schruppdrehen bringt den Außendurchmesser nahe an die Endmaße, entfernt Oberflächenunregelmäßigkeiten und stellt das korrekte Aufmaß für alle nachfolgenden Operationen sicher.
Ab dem ersten Durchgang erfassen wir die Maßergebnisse bei jedem Schritt. Diese Zwischenmessungen ermöglichen es uns, Abweichungen frühzeitig zu erkennen und den Prozess anzupassen, bevor wir zu den engeren Toleranzen des Schlichtdrehens übergehen.
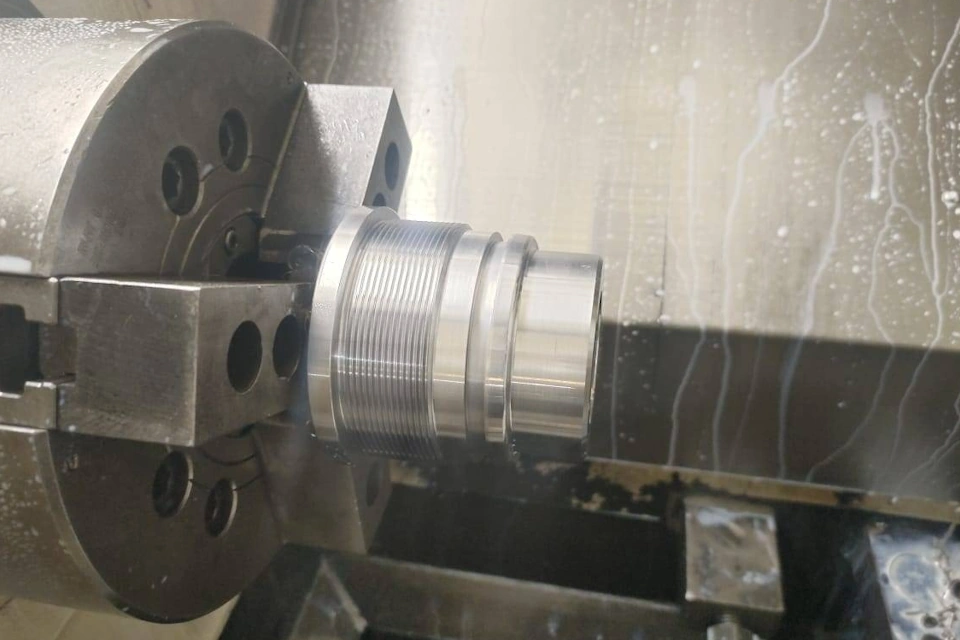

Das Schlichtdrehen erreicht die in der Zeichnung angegebenen genauen Außendurchmesser und Toleranzen. Bei Bedarf werden Dichtnuten, O-Ring-Kanäle und Gewindemerkmale mit Spezialwerkzeug bearbeitet – jedes Element wird mit Lehren auf korrekten Sitz und Funktion geprüft.
Die Innenbohrung wird mit Ausdrehwerkzeugen auf den erforderlichen Innendurchmesser bearbeitet, wobei enge Toleranzen durchgehend eingehalten werden. Der Bohrungsdurchmesser ist entscheidend für die korrekte Funktion des Hydraulikzylinders: Eine außertolerante Bohrung führt zu vorzeitigem Dichtungsverschleiß oder Flüssigkeitsleckage unter Druck.
Nach der Hauptbearbeitung wird jedes Teil poliert und entgratet, um die erforderliche Oberflächenqualität zu erreichen. Scharfe Kanten werden entfernt und alle Oberflächen auf Unregelmäßigkeiten geprüft, bevor das Bauteil zur Endkontrolle freigegeben wird.
Im gesamten Prozess werden Maße mit Messschiebern, Mikrometern und speziellen Lehren überprüft. Vor dem Versand durchläuft jedes Teil eine Endkontrolle, die die Übereinstimmung mit allen Zeichnungsanforderungen bestätigt. Freigegebene Teile werden gereinigt, verpackt und versandt – bereit für den direkten Einbau in das Hydrauliksystem des Kunden.

Haben Sie ein ähnliches Projekt?
Wir helfen jederzeit bei der Entwicklung, Prototypenfertigung und Serienproduktion von Hydraulikkomponenten jeder Komplexität. Senden Sie uns Ihre Zeichnungen – wir antworten innerhalb eines Werktages.