Piezas de cilindro hidráulico
Fabricamos prensaestopas y émbolos mecanizados con precisión para cilindros hidráulicos, diseñados según las especificaciones exactas del cliente. Este caso práctico describe nuestro proceso: desde la selección de material y la preparación del torno hasta la inspección final y la entrega.

Dada la naturaleza exigente de las aplicaciones hidráulicas - altas presiones, carga cíclica continua y exposición al fluido hidráulico - la selección del material es crítica. Para este proyecto seleccionamos acero de alta calidad y aleaciones especializadas elegidas por su resistencia, durabilidad y resistencia al desgaste y la corrosión.
Los materiales se obtuvieron de proveedores cualificados con trazabilidad completa, garantizando la consistencia en toda la producción y proporcionando una base fiable para el control dimensional durante todo el mecanizado.
La materia prima se monta en el torno y nuestros torneros calibran la velocidad, el avance y la profundidad de corte según las propiedades del material y los requisitos del plano. El torneado en desbaste aproxima el diámetro exterior a las dimensiones finales, eliminando irregularidades superficiales y estableciendo el stock correcto para todas las operaciones posteriores.
Desde el primer pase registramos los resultados dimensionales en cada etapa. Estas mediciones intermedias nos permiten detectar cualquier desviación de forma temprana y ajustar el proceso antes de pasar a las tolerancias más estrechas del torneado de acabado.
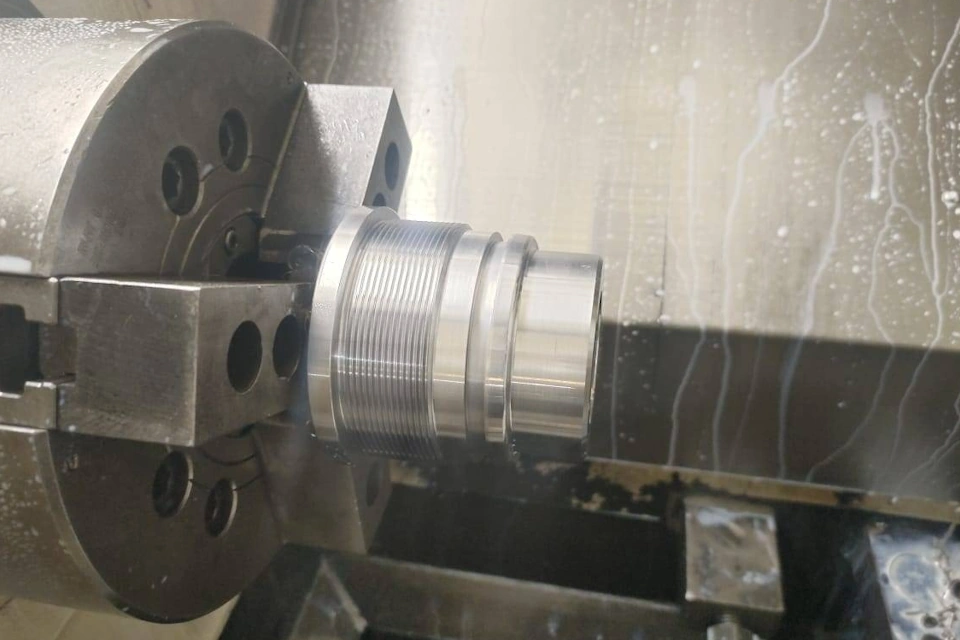

El torneado de precisión logra los diámetros exteriores y tolerancias exactos especificados en el plano. Cuando se requiere, las ranuras de obturación, los canales de O-ring y los elementos roscados se mecanizan con herramientas especializadas, cada uno verificado para el ajuste y función correctos con calibres dedicados.
El diámetro interior se mecaniza al diámetro interno requerido con herramientas de mandrinado, manteniendo tolerancias estrechas en todo momento. El diámetro del orificio es crítico para el correcto funcionamiento del cilindro hidráulico: un orificio fuera de tolerancia provocará desgaste prematuro de los sellos o fugas de fluido bajo presión.
Tras el mecanizado principal, cada pieza se pule y desbarba para obtener el acabado superficial requerido. Se eliminan los bordes afilados y todas las superficies se comprueban en busca de irregularidades antes de que el componente pase a la inspección.
Durante todo el proceso, las dimensiones se verifican con calibres, micrómetros y calibres dedicados. Antes del envío, cada pieza pasa una inspección final que confirma el cumplimiento de todos los requisitos del plano. Las piezas aprobadas se limpian, empaquetan y envían: listas para su montaje directo en el sistema hidráulico del cliente.

¿Tiene un proyecto similar en mente?
Siempre estamos listos para ayudar con el desarrollo, prototipado y producción en serie de componentes hidráulicos de cualquier complejidad. Envíenos sus planos - respondemos en un día hábil.